Hinterlass eine Nachricht
Wenn Sie Fragen oder Anregungen haben, hinterlassen Sie uns bitte eine Nachricht, wir werden Ihnen so schnell wie möglich antworten!


Das Stanzen von Formen ist der Prozess, bei dem Druck auf den Rohling ausgeübt wird, damit der Rohling einer Stahlumwandlung oder -trennung unterzogen wird,
 um Werkstücke mit festgelegten Größen, Formen und Eigenschaften herzustellen. Der Stanzprozess kann in Trennen und Formen unterteilt werden.
um Werkstücke mit festgelegten Größen, Formen und Eigenschaften herzustellen. Der Stanzprozess kann in Trennen und Formen unterteilt werden.
Hauptsächlich zwei Arten von Stanzformen:
>>Single Engineering Matrize
>>Progressive Matrize, zusammengesetzte Matrize, Folgematrize
Einzelner technischer Würfel
Die Matrize ist gut für ein einfaches Teil und die Menge ist nicht groß. Normalerweise enthält sie die folgenden Typen:

|

|

|
| Ausblenden | Schneiden | Piercing |

|

|

|
| Lanzen | Trimmen | Biegen |
Progressive sterben
Progressives Stanzen ist eine Stanzmethode, die eine Reihe von Stationen verwendet, die über einen Stanzsatz installiert sind. Jede Station ist so konzipiert und konfiguriert, dass sie einen bestimmten Stanzvorgang am Werkstück ausführt und es nach Abschluss automatisch zur nächsten Station weiterbewegt. Auf seinem Weg durch die verschiedenen Stationen nimmt das Werkstück nach und nach die gewünschte Form und Größe an.
|
|
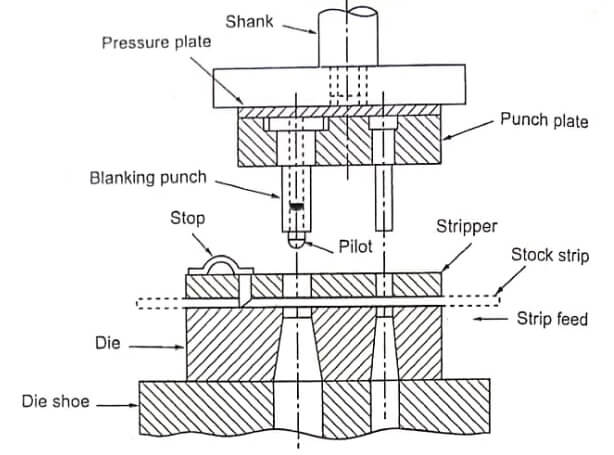
1. Arbeitskomponenten
Die konvexe und konkave Form ist das Arbeitsteil, das direkt die Form des Rohlings herstellt, daher ist es der Schlüsselteil der Form. Die konvexe und konkave Form ist nicht nur präzise, sondern auch komplex, sie
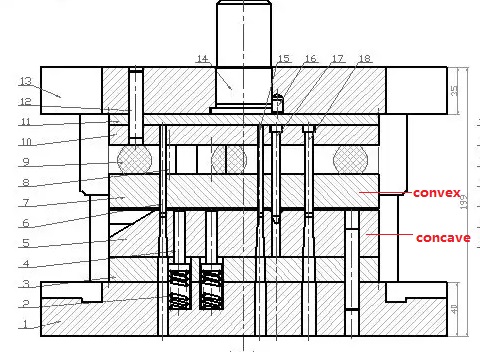 sollte die folgenden Anforderungen erfüllen:
sollte die folgenden Anforderungen erfüllen:
(1) Sie sollte eine ausreichende Festigkeit haben und während des Stanzvorgangs nicht brechen oder beschädigt werden;
(2) Entsprechende Anforderungen sollten an seine Materialien und Wärmebehandlung gestellt werden, um eine Sprödigkeit aufgrund hoher Härte zu verhindern.
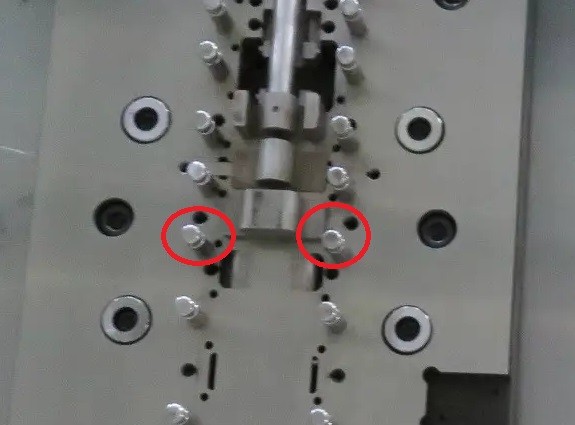
2. Positionieren von Komponenten
Positionierkomponenten sind Teile, die die Einbaulage des Rohlings bestimmen. Es gibt Positionierstifte, Anschlagstifte, Führungsstifte, Führungsbuchsen, Seitenmesser mit festem Abstand, Seitenpressen usw.
Beim Entwerfen von Positionierteilen sollten Sie die Bedienbarkeit berücksichtigen, es sollte keine Positionierung geben und die Position sollte leicht zu beobachten sein. Am besten verwenden Sie die Vorwärtspositionierung, die Außenprofilpositionierung und die Führungsstiftpositionierung.
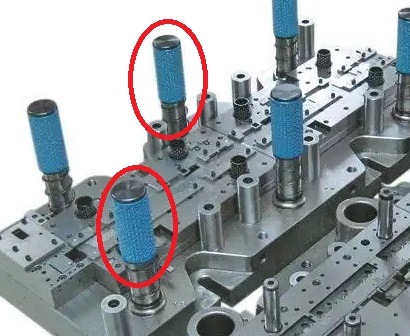
4. Führungskomponenten
Führungsbuchsen und Führungsstifte sind die am weitesten verbreiteten Führungskomponenten. Seine Funktion besteht darin, sicherzustellen, dass die konvexen und konkaven Matrizen während der Prägearbeit ein genaues Passungsspiel haben.
5. Stützsäule und Formklemme
Es umfasst obere und untere Schablonen, Formgriffe, feste Platten für konvexe und konkave Formen, Stützplatten, Stopper, Formklemme usw. Die oberen und unteren Schablonen sind die Grundkomponenten der Matrize; verschiedene andere Komponenten werden darauf installiert und befestigt.
Die Ebenengröße der Schablone, insbesondere die vordere und hintere Richtung, sollte mit dem Werkstück kompatibel sein, zu groß oder zu klein ist für den Betrieb nicht förderlich.
Bei einigen Formen (Stanz- und Stanzformen) muss zum bequemen Trennen eine Stützplatte unter der Formbasis angebracht werden. Zu diesem Zeitpunkt ist es besser, die Trägerplatte und die Schablone mit Schrauben zu verbinden, und die Dicke der beiden Trägerplatten sollte absolut gleich sein.
Der Abstand der Unterlegplatten richtet sich nach den lieferbaren Teilen und sollte nicht zu groß sein, um ein Brechen der Schablone zu vermeiden.
6. Befestigungselemente
Dazu gehören Schrauben, Muttern, Federn, Stifte, Unterlegscheiben usw. Im
Allgemeinen werden Standardteile verwendet. Es gibt viele Standardkomponenten von Stanzwerkzeugen, und das Design und die Auswahl sollten die Anforderungen des Festziehens und des elastischen Auswurfs sicherstellen, um zu vermeiden, dass die Befestigungselemente an der Oberflächenbetriebsposition freigelegt werden, und um Handverletzungen und Behinderungen des Betriebs zu verhindern.
 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt
 Deutsch
Deutsch English
English русский
русский العربية
العربية





