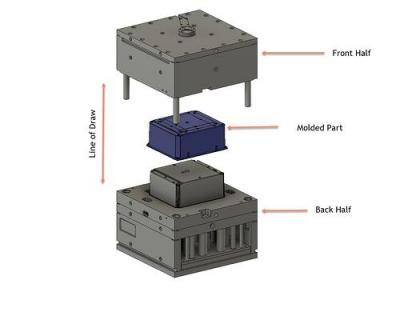
Spritzgießen ist ein hochpräzises Herstellungsverfahren, bei dem geschmolzener Kunststoff in eine sorgfältig entworfene Form gespritzt wird, wo der Kunststoff abkühlt und zu dem angegebenen Teil oder Produkt aushärtet. Das Teil wird dann aus der Form ausgeworfen, entweder als Endprodukt oder als nahezu fertiges Produkt, das zur sekundären Endbearbeitung weitergeleitet wird. Die Spritzgussform besteht aus zwei Teilen: dem Formkern und dem Formhohlraum. Der Raum, den diese beiden Teile beim Schließen der Form erzeugen, wird als Teilhohlraum bezeichnet (der Hohlraum, der den geschmolzenen Kunststoff aufnimmt). Abhängig von den Produktionsanforderungen können „Multi-Cavity“-Werkzeuge entwickelt werden, um mehrere identische Teile herzustellen Das Entwerfen Ihres Teils für das Spritzgießen ist entscheidend, um diese Vorteile zu realisieren. Sie werden auch feststellen, dass die richtige Konstruktion Ihres Teils ein Gleichgewicht zwischen optimaler Leistung und Kosteneffizienz ergibt. Die folgenden Informationen geben einen Überblick über die wichtigsten Konstruktionselemente für Spritzgussteile und stellen sowohl allgemeine Design-Best-Practices als auch jahrzehntelange persönliche Erfahrungen dar. Für die vollständige Anleitung. Materialauswahl Amorphe Kunststoffe haben Polymerketten mit einer zufälligen, verschlungenen Orientierung. Sie sind stärker und besser für strukturelle Anwendungen geeignet. Obwohl sie stark sind, sind sie anfällig für Stressfrakturen. Sie funktionieren auch nicht so gut wie halbkristalline Kunststoffe für Lagerflächen. Hier sind einige der häufigsten Typen: >>ABS >>Acryl (PMMA) >>Polycarbonat (PC) >>PVC Teilkristalline Kunststoffe weisen zufällige Abschnitte kristalliner Strukturen auf. Sie sind also ein Hybrid aus amorpher und vollständig kristalliner Struktur. Sie bilden großartige Lagerflächen, lebende Scharniere und bieten eine gute chemische Beständigkeit. Der Nachteil ist, dass sie stärker schrumpfen und sich verziehen als amorphe Kunststoffe. Hier sind einige der häufigsten Typen: >>Acetal >>Nylon >>PBT >>HDPE >>LDPE >>PET >>Polypropylen Formschräge hinzufügen Ein Spritzgussteil muss ohne Beschädigung oder zu großen Widerstand aus der Form kommen. Um diese Probleme zu vermeiden, sollten Sie die Wände des Teils von der Trennlinie (Zeichnen) abwinkeln. Im Allgemeinen sollte keine Oberfläche des Teils genau 90 Grad zur Ziehlinie auf der Form sein. Wenn ein Teil nicht gezeichnet wird, kann dies zu Defekten wie Schleifspuren und einem schwierigen Auswurf führen. In der Abbildung unten ist das Werkzeug der A-Seite blau, die B-Seite rot und das Teil gelb. Beachten Sie die geringe Formschräge (durch die abgewinkelten Linien gekennzeichnet), die es dem Teil (gelb) ermöglicht, sich vom Werkzeugblock (rot) zu lösen. Die Menge an Formschräge, die Sie auf das Teil auftragen sollten, hängt von der Anwendung ab. Die allgemeine Regel lautet, mindestens ein Grad für jeden Zentimeter Tiefe zu haben. Nachfolgend finden Sie eine Liste mit verschiedenen Designüberlegungen, bei denen Sie die Formschräge erhöhen möchten. Dicke Bereiche vermeiden Die dickste Stelle des Formteils bestimmt die Abkühlzeit. Die Kühlzeit stellt oft den längsten Teil des Spritzgießprozesses dar. Eine längere Kühlzeit führt zu einer längeren Zykluszeit, was die Kosten erhöht. Eine übermäßige Wandstärke kann auch zu Bauteilfehlern wie Einfallstellen und Hohlräumen führen. Bei den meisten Anwendungen beträgt die übermäßige Wandstärke mehr als 0,125 bis 0,1875 Zoll. Dickwandige Abschnitte sind formbar, aber sie eröffnen das Potenzial für Teiledefekte und lange Zykluszeiten. Obwohl es bestimmte Materialien und Zusatzstoffe gibt, um dicke Wandabschnitte zu erzielen, ist es am besten, dünn anzufangen. Dies reduziert die Zykluszeit und spart Materialverbrauch, was beides den laufenden Stückpreis senkt. Konstruktionshinweis: Wenn Sie einem Formteil „Kunststoff hinzufügen“ müssen, müssen Sie Stahl aus der Form entfernen. Entkernen & Riffeln Um dicke Abschnitte eines Teils zu vermeiden, können Sie Kerne und Rippen hinzufügen. Diese Merkmale reduzieren die Zykluszeit, reduzieren das Teilegewicht und könnten das Teil stärker machen. Das Konstruieren dieser Merkmale in die B-Seite des Teils ist üblich und die bewährte Methode. Diese Merkmale können dabei helfen, das Teil zur B-Seite oder Auswurfseite der Form zu ziehen; Sie wären dann auf der Nicht-Show-Seite des Teils. Es ist jedoch möglich, sie auch auf der A-Seite des Werkzeugs zu haben. Das Bild oben zeigt ein perfektes Beispiel für das Entkernen eines Teils. Da dieser Teil einen großen Wandabschnitt erforderte, können Sie große Materialabschnitte entfernen, ohne die Festigkeit zu beeinträchtigen. Stellen Sie sich dies in Bezug auf andere übliche Strukturkomponenten wie Rohre und Träger vor. Aufgrund der Art und Weise, wie Kräfte auf diese Komponenten einwirken, wird das Material entfernt ändert nichts an seiner str...
Hot-Tags :
Spritzguss-Innovation
Innovation der Druckgussform
Metallstempel-Forminnovation
OEM/ODM Produktinnovation
Weiterlesen


 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt
 Deutsch
Deutsch English
English русский
русский العربية
العربية





