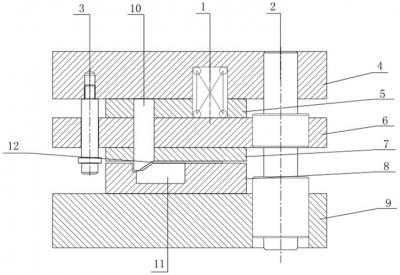
Das Stanzen von Formen ist der Prozess, bei dem Druck auf den Rohling ausgeübt wird, damit der Rohling einer Stahlumwandlung oder -trennung unterzogen wird, um Werkstücke mit festgelegten Größen, Formen und Eigenschaften herzustellen. Der Stanzprozess kann in Trennen und Formen unterteilt werden. Hauptsächlich zwei Arten von Stanzformen: >>Single Engineering Matrize >>Progressive Matrize, zusammengesetzte Matrize, Folgematrize Einzelner technischer Würfel Die Matrize ist gut für ein einfaches Teil und die Menge ist nicht groß. Normalerweise enthält sie die folgenden Typen: Ausblenden Schneiden Piercing Lanzen Trimmen Biegen Progressive sterben Progressives Stanzen ist eine Stanzmethode, die eine Reihe von Stationen verwendet, die über einen Stanzsatz installiert sind. Jede Station ist so konzipiert und konfiguriert, dass sie einen bestimmten Stanzvorgang am Werkstück ausführt und es nach Abschluss automatisch zur nächsten Station weiterbewegt. Auf seinem Weg durch die verschiedenen Stationen nimmt das Werkstück nach und nach die gewünschte Form und Größe an. Hauptkomponenten der Stanzpresse und Sicherheitsanforderungen 1. Arbeitskomponenten Die konvexe und konkave Form ist das Arbeitsteil, das direkt die Form des Rohlings herstellt, daher ist es der Schlüsselteil der Form. Die konvexe und konkave Form ist nicht nur präzise, sondern auch komplex, sie sollte die folgenden Anforderungen erfüllen: (1) Sie sollte eine ausreichende Festigkeit haben und während des Stanzvorgangs nicht brechen oder beschädigt werden; (2) Entsprechende Anforderungen sollten an seine Materialien und Wärmebehandlung gestellt werden, um eine Sprödigkeit aufgrund hoher Härte zu verhindern. 2. Positionieren von Komponenten Positionierkomponenten sind Teile, die die Einbaulage des Rohlings bestimmen. Es gibt Positionierstifte, Anschlagstifte, Führungsstifte, Führungsbuchsen, Seitenmesser mit festem Abstand, Seitenpressen usw. Beim Entwerfen von Positionierteilen sollten Sie die Bedienbarkeit berücksichtigen, es sollte keine Positionierung geben und die Position sollte leicht zu beobachten sein. Am besten verwenden Sie die Vorwärtspositionierung, die Außenprofilpositionierung und die Führungsstiftpositionierung. 3. Press-, Entlade- und Entladekomponenten Zu den Stanzteilen gehören ein Stanzring, ein Stanzbrett usw. Der Niederhalter kann Druck auf die gezogene Platine ausüben, wodurch verhindert wird, dass sich die Platine unter der Einwirkung von tangentialem Druck wölbt und Falten bildet. Die Funktion der Halteplatte besteht darin, ein Bewegen und Springen des Rohlings zu verhindern. Die Funktion des Auswerfers und der Entladeplatte besteht darin, das Auswerfen von Teilen und das Reinigen von Abfällen zu erleichtern. Sie werden von Federn, Gummis und Luftkissenstößelstangen an der Ausrüstung getragen und können sich auf und ab bewegen. Die Auswerferstifte sollten eine ausreichende Auswerferkraft haben und die Bewegung sollte begrenzt sein. Das Entladebrett sollte in Betriebsstellung den geschlossenen Bereich minimieren oder einen leeren Schlitz fräsen. Die exponierte Entladeplatte muss von Schutzplatten umgeben sein, um zu verhindern, dass Personen mit den Fingern hineingreifen oder Fremdkörper eindringen, und die Kanten und Ecken der exponierten Oberfläche müssen stumpf sein. 4. Führungskomponenten Führungsbuchsen und Führungsstifte sind die am weitesten verbreiteten Führungskomponenten. Seine Funktion besteht darin, sicherzustellen, dass die konvexen und konkaven Matrizen während der Prägearbeit ein genaues Passungsspiel haben. Daher sollte der Spalt zwischen Führungsbuchse und Führungsstift kleiner sein als der Stanzspalt. Die Führungsbuchse wird auf die untere Formbasis gesetzt, und die obere Endfläche des Führungsstifts befindet sich mindestens 5 bis 10 mm über der oberen Fläche der oberen Schablone am unteren Totpunkt des Hubs. Die Führungsbuchse sollte weit entfernt von dem Modul und der Pressplatte angeordnet werden, damit der Arm des Bedieners die Führungsbuchse nicht überqueren muss, um Materialien zuzuführen und zu entnehmen. 5. Stützsäule und Formklemme Es umfasst obere und untere Schablonen, Formgriffe, feste Platten für konvexe und konkave Formen, Stützplatten, Stopper, Formklemme usw. Die oberen und unteren Schablonen sind die Grundkomponenten der Matrize; verschiedene andere Komponenten werden darauf installiert und befestigt. Die Ebenengröße der Schablone, insbesondere die vordere und hintere Richtung, sollte mit dem Werkstück kompatibel sein, zu groß oder zu klein ist für den Betrieb nicht förderlich. Bei einigen Formen (Stanz- und Stanzformen) muss zum bequemen Trennen eine Stützplatte unter der Formbasis angebracht werden. Zu diesem Zeitpunkt ist es besser, die Trägerplatte und die Schablone mit Schrauben zu verbinden, und die Dicke der beiden Trägerplatten sollte absolut gleich sein. Der Abstand der Unterlegplatten richtet sich nach den lieferbaren Teilen und sollte nicht zu groß sein, um ein Brechen der...
Hot-Tags :
Stanzform aus Metall
OEM/EDM Fleischstanzform
Gestanzte Metallkomponenten
kundenspezifische Metallstanzteile
Hersteller von Präzisionsmetallstanzen
Metallstanzen für B2B-Kunden
Hersteller und Lieferanten von Stanzformen
Design von Kunststoff-Stanzwerkzeugen
Weiterlesen







 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt
 Deutsch
Deutsch English
English русский
русский العربية
العربية





