Hinterlass eine Nachricht
Wenn Sie Fragen oder Anregungen haben, hinterlassen Sie uns bitte eine Nachricht, wir werden Ihnen so schnell wie möglich antworten!


Was ist Drahtschneiden?
Prinzip des Drahtschneidens: Unter Verwendung beweglicher feiner Metalldrähte (Molybdändraht) als Elektroden wird das Werkstück durch Impulsfunkenentladungsschneiden geformt
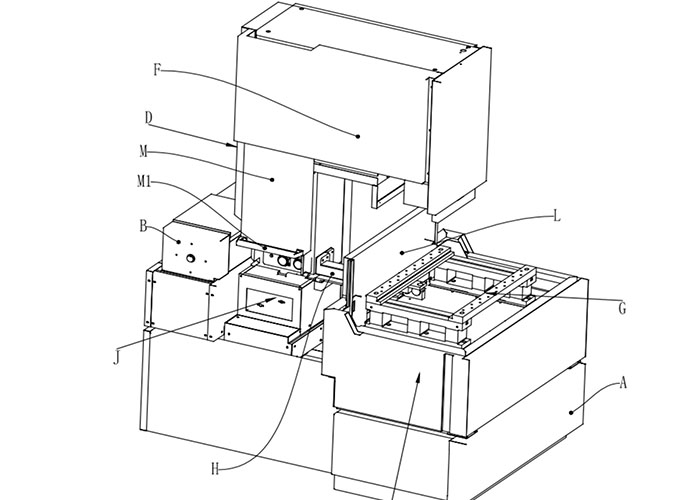
Der Drahtspeicherzylinder verwendet feinen Molybdändraht als Werkzeugelektrode zum Schneiden und bewirkt, dass sich der Molybdändraht abwechselnd vorwärts und rückwärts bewegt. Die Verarbeitungsenergie wird über eine Impulsstromversorgung bereitgestellt. Gießen Sie das Arbeitsmedium zwischen den Elektrodendraht und das Werkstück. Die Werkbank bewegt den Servovorschub entsprechend der Funkenstrecke gemäß dem vorgegebenen Steuerprogramm in den beiden Koordinatenrichtungen der horizontalen Ebene, um verschiedene Kurvenbahnen zu synthetisieren und das Werkstück in Form zu schneiden
Klassifizierung des Drahtschneidens:
----Schnelles Drahtschneiden, Geschwindigkeit beträgt 6–12 mm/s
----Mittleres Drahtschneiden, Frequenzumwandlung und mehrere Schneidfunktionen auf Basis des schnellen Drahtschneidens
----Langsames und hochpräzises Drahtschneiden, Geschwindigkeit beträgt 0,2 mm/s
| Einige Merkmale jedes Drahtschneidens | ||||
| Geschwindigkeit | Präzision | Toleranz | Oberflächenrauheit | |
| Schnelles Drahtschneiden | Am schnellsten | am niedrigsten | +/- 0,01 mm |  |
| Mittleres Drahtschneiden | Mittel | Mittel | +/- 0,005 mm |  |
| Langsames und präzises Drahtschneiden | am langsamsten | Höchste | +/- 0,002 mm |  |
⇒Eigenschaften der Drahtschneidetechnik
-Kann Leiter- und Halbleitermaterialien mit hoher Härte, hoher Festigkeit, hoher Sprödigkeit und hoher Zähigkeit verarbeiten
-Prozess von kleinen unregelmäßigen Löchern, schmalen Lücken und komplex geformten Teilen
-Die Oberfläche des Werkstücks wird weniger durch Hitze beeinträchtigt, was für die Bearbeitung wärmeempfindlicher Materialien geeignet ist. Die Bearbeitungsgenauigkeit ist aufgrund der Konzentration der Impulsenergie in einem sehr kleinen Bereich hoch
-Der Elektrodendraht berührt das Werkstück nicht direkt und hat keine makroskopische Schnittkraft, was für die Bearbeitung von Werkstücken mit geringer Steifigkeit von Vorteil ist
-Aufgrund der schmalen Schnittnaht, die bei der Bearbeitung entsteht, ist der tatsächliche Metallabtrag sehr gering und die Materialausnutzung hoch

⇒Verarbeitungsumfang der Drahtschneidetechnologie
- Bearbeitung von Stanzformen, einschließlich der Bearbeitung von großen, mittleren und kleinen Stanzformen, wie konvexen Formen, konkaven Formen, festen Platten und Entladeplatten
-Verarbeitung von Familienhohlraumformen , Pulvermetallurgieformen, Biegeformen und Drahtziehformen .
-Bearbeitungsvorlagen, Formwerkzeuge
-Verarbeitung von feinen unregelmäßigen Löchern, schmalen Lücken und komplex geformten Teilen, wie z. B. Mikrolöchern und schmalen Lücken in Spinndüsen mit unregelmäßigen Löchern, Düsenkomponenten, Lasergeräten und elektronischen Geräten
-Verarbeitung verschiedener Spezialmaterialien und Strukturteile, wie z. B. elektronische Geräte, Instrumente, Elektromotoren, Uhren sowie Zahnräder und Geräte mit dünner Schale
- Schneiden verschiedener leitfähiger Materialien, insbesondere seltener und edler Metalle; Schneiden verschiedener spezieller Strukturteile
Einige Gründe für die Beeinflussung der Oberflächenrauheit beim Drahtschneiden
Zu den Faktoren, die sich direkt auf die Oberflächenrauheit beim Drahtschneiden auswirken, gehören hauptsächlich Elektrodendrahtfaktoren, elektrische Parameterfaktoren, mechanische Faktoren und Werkstückfaktoren:
⇒Einfluss von Elektrodendrahtfaktoren
-Drahtgeschwindigkeit: Die Drahtgeschwindigkeit für schnelles Drahtschneiden beträgt 9–11 m/s. Eine zu hohe Geschwindigkeit beeinträchtigt die Laufruhe des Molybdändrahtes. Um die Oberflächenqualität der Bearbeitung sicherzustellen, sollte die Drahtgeschwindigkeit so weit wie möglich reduziert werden
-Länge des Molybdändrahts: Unter konstanten Verarbeitungsbedingungen kann eine Erhöhung der effektiven Arbeitslänge des Drahts die Anzahl der Kommutierungen des Molydändrahts verringern, das Zittern des Drahts verringern, die Stabilität des Verarbeitungsprozesses fördern und die Oberflächenqualität des Drahts verbessern wird bearbeitet
-Spannung des Molybdändrahtes: Die Entladung beim Drahtschneiden beträgt 0,01 mm. Wenn der Draht zu locker ist und während des Betriebs keinen stabilen Entladungsspalt gewährleisten kann, führt dies zu einer instabilen Verarbeitung und einer schlechten Oberflächenrauheit des Werkstücks. Prüfen Sie vor der Verarbeitung, ob die Festigkeit des Molybdändrahtes geeignet ist. Wenn es zu locker ist, ziehen Sie den Draht fest.
⇒Einfluss elektrischer Parameterfaktoren
-Auswahl elektrischer Parameter wie Impulsbreite und Bearbeitungsspitzenstrom: Die bei der Entladungsbearbeitung verwendete Stromversorgung ist eine Impulsstromversorgung, die einen wichtigen Einflussfaktor auf die Oberflächenrauheit der Bearbeitung darstellt. Der Oberflächenrauheitswert nimmt mit zunehmendem Bearbeitungsspitzenstrom, Impulsbreite und Impulsintervall zu. Während der Bearbeitung sollten die elektrischen Parameter entsprechend der Bearbeitungssituation angemessen ausgewählt werden.
-Vorschubgeschwindigkeit des Werkstücks: Wenn die Vorschubgeschwindigkeit während der Entladungsbearbeitung zu schnell oder zu langsam eingestellt wird, kann es zu häufigen Kurzschlüssen oder Unterbrechungen kommen, wodurch die Bearbeitung instabil wird und instabile Streifen oder Oberflächenerosion auf der Werkstückoberfläche entstehen.
⇒Einfluss mechanischer Faktoren
-Positionierungsgenauigkeit und Empfindlichkeit des Arbeitstisches: Die Bewegung des Arbeitstisches einer Drahtschneidemaschine wird durch ein Schraubenmutterpaar erreicht. Um die Positionierungsgenauigkeit und Empfindlichkeit des Arbeitstisches sicherzustellen, muss der Spalt zwischen der Übertragungsschraube beseitigt werden und die Nuss.
-Qualitätssituation der leitfähigen Blöcke und Führungsräder: Schlechte Qualität oder starker Verschleiß der leitfähigen Blöcke und Führungsräder können ebenfalls zu Vibrationen der Elektrodendrähte führen und die bearbeitete Oberfläche neigt zur Bildung von Streifen, was zu einer Verringerung der Oberflächenrauheit des Werkstücks führt.
-Versuchen Sie, den Abstand zwischen den Drahtgestellen so weit wie möglich zu reduzieren: Wenn die Spannweite zu groß ist, läuft der Molybdändraht instabil und die Oberfläche des Werkstücks wird rau; Das Experiment hat gezeigt, dass der Abstand von der Oberseite des Werkstücks zur Wassersprühplatte während der Bearbeitung relativ stabil im Bereich von 15–30 mm liegt.
-Arbeitsflüssigkeit zum Drahtschneiden: Die Arbeitsflüssigkeit hat die Funktionen Isolierung, Kühlung und Reinigung. Bei zu langer Verwendung wird die Funktion der verschmutzten Arbeitsflüssigkeit beeinträchtigt und die Stabilität der Verarbeitung beeinträchtigt. Die Lebensdauer des Arbeitsmediums beträgt im Allgemeinen 80–100 Stunden. Wenn das Zeitlimit überschritten wird, muss es ersetzt werden.
⇒Einfluss des Werkstückmaterials
-Werkstückdicke: Wenn das Werkstück zu dünn ist, neigt der Elektrodendraht zum Wackeln. Das Werkstück ist zu dick und es ist schwierig, Späne zu entfernen, was zu einer schlechten Oberflächenrauheit des Werkstücks führen kann. Experimente haben gezeigt, dass die Entladungsbearbeitung im Bereich der Werkstückdicke zwischen 20 und 100 mm relativ stabil ist.
 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt
 Deutsch
Deutsch English
English русский
русский العربية
العربية





